Технологическая линия "Тэнсиланд"
Технологическая линия «Тэнсиланд» (Испания) предназначена для производства преднапряженных многопустотных железобетонных плит перекрытия длиной до 12м. методом безопалубочного формования.
Производимые плиты соответствуют требования ГОСТ 9561-91, и соответствуют серии 1.141-1.
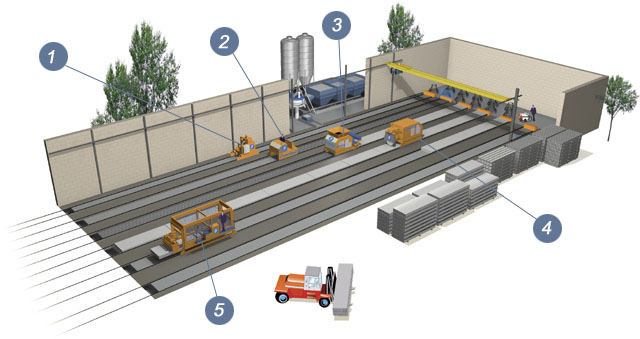
1 Машина для чистки дорожек осуществляет уборку дорожек после формовки
2 Машина для раскладки проволоки
3 Формующая машина нового поколения «Тэнсиланд»
4 Машина для резки производит резку в поперечном направлении, либо под любым углом
5 Пакетировщик для сбора и вывоза готовой продукции
 Производственная линия «Тэнсиланд» состоит из шести формовочных дорожек с листовым металлическим покрытием, ограниченных рельсами для перемещения технологического оборудования. Каждая формовочная дорожка служит поддоном для непрерывного формования плит, балок и др. железобетонных изделий. Под металлическим полом дорожек размещены нагревательные элементы (трубки из термостойкого полимера), предназначенные для подогрева поддона и передачи тепла к свежеотформованному изделию, что ускоряет процесс набора прочности бетона. По обоим торцам дорожек расположены упоры (анкера) для крепления концов высокопрочной проволоки ВР-II, применяемой для армирования железобетонных изделий.
Производственная линия «Тэнсиланд» состоит из шести формовочных дорожек с листовым металлическим покрытием, ограниченных рельсами для перемещения технологического оборудования. Каждая формовочная дорожка служит поддоном для непрерывного формования плит, балок и др. железобетонных изделий. Под металлическим полом дорожек размещены нагревательные элементы (трубки из термостойкого полимера), предназначенные для подогрева поддона и передачи тепла к свежеотформованному изделию, что ускоряет процесс набора прочности бетона. По обоим торцам дорожек расположены упоры (анкера) для крепления концов высокопрочной проволоки ВР-II, применяемой для армирования железобетонных изделий.
За упорами, расположенными в начале дорожек, установлены кассеты для бухт проволоки, а также располагаются гидравлические устройства для натяжения и снятия напряжения проволоки. За упорами, расположенными в конце дорожек, имеется зона для выхода оборудования, его мойки и технического обслуживания.
Технологический процесс начинается с чистки и смазки одной из формовочных дорожек. Затем с помощью машины для раскладки проволоки производится разматывание проволоки из бухт и ее укладка по всей длине дорожки. С помощью заклепочного устройства осуществляется высадка головок проволоки и закрепление проволоки за анкерный упор.
После раскладывания необходимого количества проволок производится их поочередное натяжение. Усилие натяжения проволоки фиксируется автоматически. Концы проволоки на другом анкерном упоре фиксируются с помощью цанговых зажимов.
После натяжения арматурной проволоки начинается процесс формовки железобетонных изделий.
 С помощью мостового крана формовочная машина «Тэнсиланд» устанавливается в начале дорожки. Перемещение формовочной машины осуществляется тяговой лебедкой находящейся на машине.
С помощью мостового крана формовочная машина «Тэнсиланд» устанавливается в начале дорожки. Перемещение формовочной машины осуществляется тяговой лебедкой находящейся на машине.
Формовочная машина представляет собой движущийся вибростол (слипформер). Бетонная смесь подается из бетонного узла в бункер формовочной машины с помощью адресной подачи. В дальнейшем бетонная смесь, подвергаясь объемной виброобработке, разжижается и укладывается на металлическую дорожку. В процессе укладки бетонная смесь восстанавливает свою первоначальную структуру и выходит из машины в виде бруса заданной формы.
После окончания формовки, машина устанавливается краном на пост мойки, и производится тщательная мойка бункера и пресс-формы машины. Для этого используется установка, создающая высокое давление водяной струи.
 Дорожка со свежеотформованным бетоном накрывается специальным тентовым покрытием и включается обогрев. После достижения бетоном требуемой прочности обогрев дорожки отключается, а тентовое покрытие убирается. С помощью гидравлического блока плавно снимается напряжение с проволок и производится резка бетонного бруса на изделия нужной длины. Резка выполняется резательной машиной, оснащенной диском с алмазным напылением.
Дорожка со свежеотформованным бетоном накрывается специальным тентовым покрытием и включается обогрев. После достижения бетоном требуемой прочности обогрев дорожки отключается, а тентовое покрытие убирается. С помощью гидравлического блока плавно снимается напряжение с проволок и производится резка бетонного бруса на изделия нужной длины. Резка выполняется резательной машиной, оснащенной диском с алмазным напылением.
Готовые изделия мостовым краном укладываются на тележку и вывозятся на склад готовой продукции.


